顾景舟大师1981年12月12日紫砂工艺第二课,针对当时紫砂生产中操作随意、不规范的普遍现象,讲解全手工成型的基本操作标准,重点如下:
泥料干湿度:凭手感判断,以打泥片不粘工具、不粘案板为准;开料预留约 1/4 余量,泥路丝长度与泥条匹配。
打片速度:小泥片(10cm 内)单手打,每分钟 3~4 块;大片可用双手找平。
打泥条:左手定位、右手捶打,用力均匀、多翻身调头修正厚度,不单纯靠后期压平。
划泥条:手势、工具方向要规范,保证泥条光面朝外,使身筒密度均匀、易成型。

顾景舟汉铎壶
打身筒:成型核心难点,双手配合、用力均匀、中速拍打,大小身筒速度有别;上底满要分清层次,做到里紧外松。
石膏模搪坯:即便用模具,也要先打好雏形;模具需自行检验检修,脱坯后及时处理接缝。
造型应变:紫砂造型多变,工艺要灵活调整 —— 矮颈用 “上大只、覆滋泥”,高颈用 “刹凹” 手法成型。
整体强调:操作要规范、手法要标准、工艺要随造型灵活变化。

顾景舟雨露天星提梁壶
以下是潘持平整理的笔记全文:
第二课 成型工艺部分 1981.12.12
潘持平整理
在现在的生产中,自由主义操作法(随心所欲)是一种较为普遍的现象,这一课就讲一讲基本操作标准。
1.干湿度:也就是俗话所说的硬烂,因为泥料的干湿度还没有仪器去测,暂时还只能靠感觉。硬烂如何算正好,一般说来在打片子泥条时比较爽,不粘搭只、泥凳。在开料前,一定要先做好泥块的方头,开料要正好,一般毛料比实际需要料大1/4就行了,泥路丝的长度要开得和泥条的长度差不多为好。

顾景舟高腰线提梁茶具
2.速度:打作料要讲究速度,打片子要会习惯使用一只手拿搭只,要求10厘米以内的片子一定要会用一只手拿搭只打,泥片在15厘米以上的可用两只手握搭只匀平,小片子每分钟要求达到3~4块。
3.泥条:打泥条以左手为舵,右手握搭只锤泥路丝,在捶泥条时,用力落点要均匀,要捶得和泥条的要求厚度差不多时,再用搭只平整。总之,泥条的打薄不光靠用搭只来平打,否则出力不讨好,费时费工,打泥条要翻身,翻身是为了纠正误差,有时为了纠正误差还要把泥条调头打(这一般牵涉到人坐的姿势、泥凳的高低,搭只的受力面等原因)。

顾景舟磉扁壶
4.泥条的划法及注意事项:划泥条的手势及拿法要正确,应该是划车柄朝前,左手三指揿直尺,右手划动划车,泥条的光面朝泥凳,围泥条时光面就在外档,因为泥条的分子密度在围身筒时受到疏松,利于打身筒,反之翻来覆去,两面疏松不匀,打身筒就不和;在围泥条时,由于划车的规脚部位的刀片比顶端部位的刀片略高,所以划车的外档部位要粘放在转盘处,这要养成习惯,绝对不能本末倒置。
5.打身筒:打身筒是紫砂成型工艺中最高难的一种基本动作,打身筒时两手密切配合,但是又不是用两手有意识地去帮助旋转,用力要均匀,绝不能重一下、轻一下,速度既不能快也不能慢,要保持中速,相对来说小身筒可快些,大身筒宜慢一些,拍子既不要有意向上提或往下垂,身筒打好后上底满,一般身筒的底满要上在泥条里面,切不要底满泥条分不清界限,胡缠在一起,矩车旋底满时注意把光面(即用泥钎只夹光的一面)安放在靠转盘处,旋好后翻过来上,也就是光面朝外(或者说规脚小眼朝上、大眼在下),达到里紧外松的效果。

顾景舟竹节壶
现在全手工成型少了,一般都采用石膏模搪坯,就是用石膏模搪坯也要讲究打身筒,在放进石膏模时,要有一个好的雏形,这样在搪坯时,只要略为足一足而已。现在普遍有这样的反映,抱怨模型不好,模型的合格要靠我们自己来检验,不对的地方要自己能检修,检修模型时宁可模型凹一些,不要模型凸出来,使之利于修坯。脱坯以后,要养成马上挟模型结头的习惯。
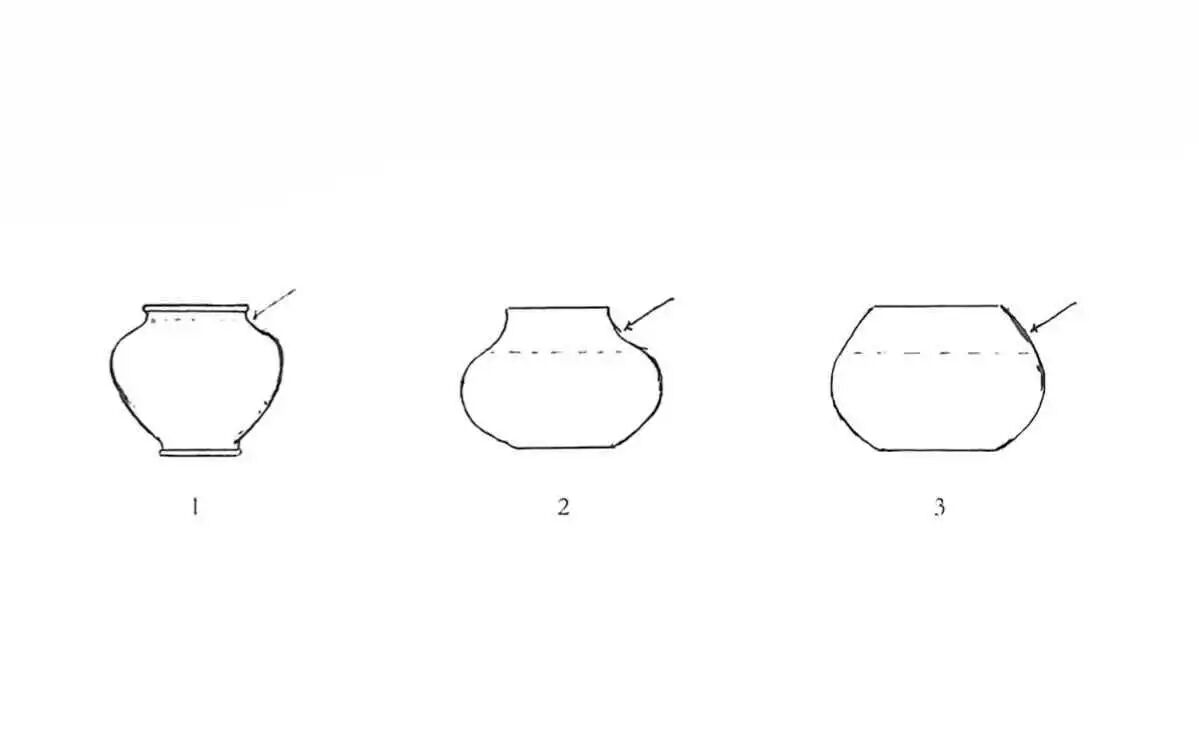
由于我们紫砂产品的造型很多,千变万化,因此在生产时随工艺要求,采取的技术手段也随之变异。例如下图1、2两个造型,图1颈部较矮,采用上大只、覆滋泥的手段(箭头指处)处理;图2颈部较高(箭头指处),不可能采用上大只、覆滋泥的办法,只能采用一种我们叫作刹凹的手段来处理,采用刹凹的手段,首先需要将身筒打如图3,然后在箭头指处进行刹凹,勒成图 2。